Al fine di garantire il normale funzionamento di macchine da taglio laser ad alta potenza e una buona qualità di lavorazione, pertanto, dovremmo effettuare un'ispezione pertinente prima dell'operazione quotidiana.
1. verificare la pulizia della lente
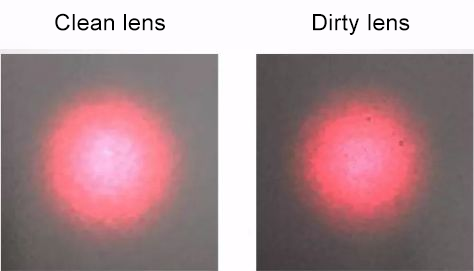
La lente della testa di taglio è molto importante Macchina da taglio laser da 10 kW+e la sua pulizia influisce direttamente sulle prestazioni di lavorazione e sulla qualità del taglio.Se la lente è sporca, ciò non solo influenzerà il processo di taglio, ma danneggerà ulteriormente la testa di taglio interna.Controllare in anticipo prima del taglio può evitare gravi perdite.
Per verificare se la lente è pulita viene solitamente utilizzato un rilevatore di luce rossa, che richiede un singolo strato di ugello con un diametro di 2,0 mm o superiore e un pezzo di carta bianca.I passi sono come segue:
① L'indicazione della luce rossa è accesa quando Senfeng Taglio laser da 10kW+ stivali ;
② la distanza tra la carta bianca e l'ugello della testina di taglio dovrebbe essere di circa 300 mm sopra per poter vedere la luce rossa;
③ Se nella luce rossa sono presenti contorni evidenti di punti neri o oggetti neri irregolari, la lente è sporca e deve essere pulita prima del taglio e del debug

2. Debug coassiale
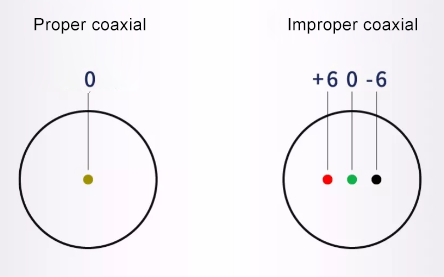
La coassialità tra l'uscita dell'ugello e il raggio laser è uno dei fattori più importanti che influenzano la qualità del taglio.Se l'ugello è un po' fuori coassiale con il laser, ciò influisce solo sulla consistenza della superficie di taglio.Se la deviazione è grave, il laser colpirà l'ugello, provocandone la bruciatura.
Il debug coassiale richiede un ugello da 1,2 mm di diametro e nastro adesivo.I passi sono come segue:
① regolare la messa a fuoco coassiale su 0, in modo che il laser si trovi al centro dell'ugello;
② luce rossa nel punto focale ±6 mm;
③ Se la luce rossa di 0 e ±6 mm è al centro dell'ugello, è possibile utilizzarlo.In caso contrario, il percorso ottico del laser è anomalo, è necessario sostituire la testina di taglio.
3. controllare la distribuzione degli spot
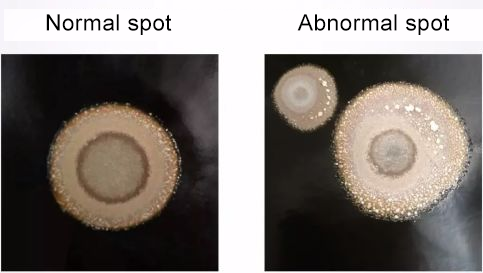
La forma dello spot riflette direttamente la distribuzione trasversale dell'energia laser.La rotondità dello spot indica l'uniformità della distribuzione dell'energia dello spot in diverse direzioni.La distribuzione energetica dello spot con elevata rotondità è coerente in tutte le direzioni.Durante il taglio, può garantire la consistenza della superficie in tutte le direzioni per garantire che la qualità sia buona anche con velocità di taglio elevate.
Per verificare la distribuzione dello spot, è necessario preparare un ugello a strato singolo con un diametro superiore a 2,0 mm e carta nera.I passi sono come segue:
① La distanza tra la carta con punti luminosi neri e l'ugello della testina di taglio deve essere di circa 300 mm, aprire l'otturatore e fare clic sul laser
② Se nel punto luminoso sono presenti evidenti punti neri, la lente è sporca;
③ Se lo spot non è rotondo e il centro è sfalsato, lo spot laser è mal distribuito.
4. il rilevamento effettivo del fuoco zero
La posizione di messa a fuoco del taglio laser è un dato molto importante nei parametri del processo di taglio.Quando si tagliano materiali e spessori diversi, è necessario regolare la messa a fuoco diversa.Prima del taglio, la messa a fuoco zero effettiva può essere riferita ai parametri predefiniti, per aiutare a determinare la messa a fuoco di taglio più appropriata.Se l'offset effettivo del fuoco zero è troppo grande, l'intervallo di taglio non sarà sufficiente per tagliare la piastra spessa.
Metodo di rilevamento:
① altezza di taglio fissa di 0,5 mm;per ogni modifica della posizione di messa a fuoco di 0,5 mm, tagliare una linea sull'acciaio inossidabile da 1 mm;
② Confrontando la larghezza della linea di diverse posizioni di messa a fuoco e quella che taglia la larghezza minima della linea è la messa a fuoco zero effettiva;
③ il fuoco zero effettivo dovrebbe essere compreso nell'intervallo di ±1, se lo spostamento del fuoco zero è troppo grande, è necessario regolare o sostituire la testa di taglio.
5. Testare il range di riscaldamento dell'ugello
Opzioni per 10 kW durante il taglio dell'acciaio al carbonio
Spessore | Gas | Dimensione dell'ugello | Effetto di taglio |
1-12 mm | Aria | 1,5-40 mm | Opaco |
14-16 mm | O2 | 1,2-1,4 mm | Liscio |
18-30 mm | O2 | 1,4-1,6 mm | Liscio |
32-50 mm | O2 | 1,8 mm | Opaco |
Il problema più grande nel taglio di lamiere spesse in acciaio al carbonio è che l'ugello è sempre surriscaldato.Pertanto, prima del taglio, è necessario testare il riscaldamento degli ugelli di diverse dimensioni in diverse posizioni di messa a fuoco quando funziona a piena potenza.
Premessa di prova:
① regolare la coassialità, in modo che l'uscita spot sia al centro dell'ugello;
② installare il gas di raffreddamento dell'ugello;
Metodo di prova:
① posizionare sotto la testa di taglio un secchio di ferro (con la giusta quantità di acqua);
② soffiare il gas ausiliario (il tipo di gas e la pressione devono essere conformi ai requisiti effettivi di taglio), misurare la variazione di temperatura dell'ugello dopo aver lavorato a piena potenza per 30 secondi, quindi modificare la posizione di messa a fuoco e continuare il test come sopra;
③ modificare la dimensione dell'ugello e continuare il test secondo il metodo sopra;
④ riassumere le condizioni di riscaldamento dei diversi ugelli per fornire un riferimento per il successivo debug del processo di taglio.Se l'intervallo di calore è molto ristretto, verificare se ci sono problemi con la testa di taglio, l'ugello, la lente e il laser.Risolvere i problemi prima della fase successiva del debug del processo della piastra di taglio.
Senfeng, in qualità di fornitore completo di soluzioni laser, non solo fornisce all'apparecchiatura prestazioni superiori, ma aiuta anche a garantire il normale funzionamento del macchine da taglio laser ad alta potenza dopo l'acquisto.Disponiamo di un vasto pool di conoscenze sul laser e su altre soluzioni per aggiornare il processo dei macchinari di fabbricazione, non esitate a contattarci per qualsiasi argomento che possa aiutarvi con la vostra attività.
Whatsapp: 86-13210546543
E-mail: senfeng@sfcnclaser.com










































































